3. Шахтные электросталеплавильные печи
Процесс Consteel является инновационным решением в электросталеплавильном производстве, которое позволяет значительно экономить энергоресурсы и повышает эффективность и экологичность производства стали в электропечах.
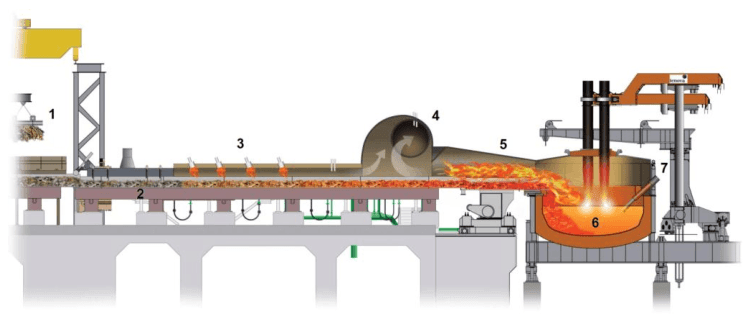 Рис. 47. Схема установки Consteel: 1 – загрузка металлолома; 2 – конвейер; 3 – подогрев шихты горелками; 4 – отвод отходящих газов на установку газоочистки; 5 – подогрев шихты отходящими газами; 6 – электросталеплавильная печь; 7 – фурма для продувки ванны кислородом и углеродом
Рис. 47. Схема установки Consteel: 1 – загрузка металлолома; 2 – конвейер; 3 – подогрев шихты горелками; 4 – отвод отходящих газов на установку газоочистки; 5 – подогрев шихты отходящими газами; 6 – электросталеплавильная печь; 7 – фурма для продувки ванны кислородом и углеродом
Особенностью этой технологии является непрерывная подача металлолома по конвейеру в электросталеплавильную печь (рис 47). Таким образом, процесс плавки становится фактически непрерывным. При этом обеспечивается постоянное плоское зеркало металла, над которым горят электроды, а расплавление поступающего металлолома происходит в ванне жидкого металла, что приводит к повышению стабильности процесса. Емкость таких печей составляет от 40 до 320 т. Внешний вид установки приведен на рис. 48.
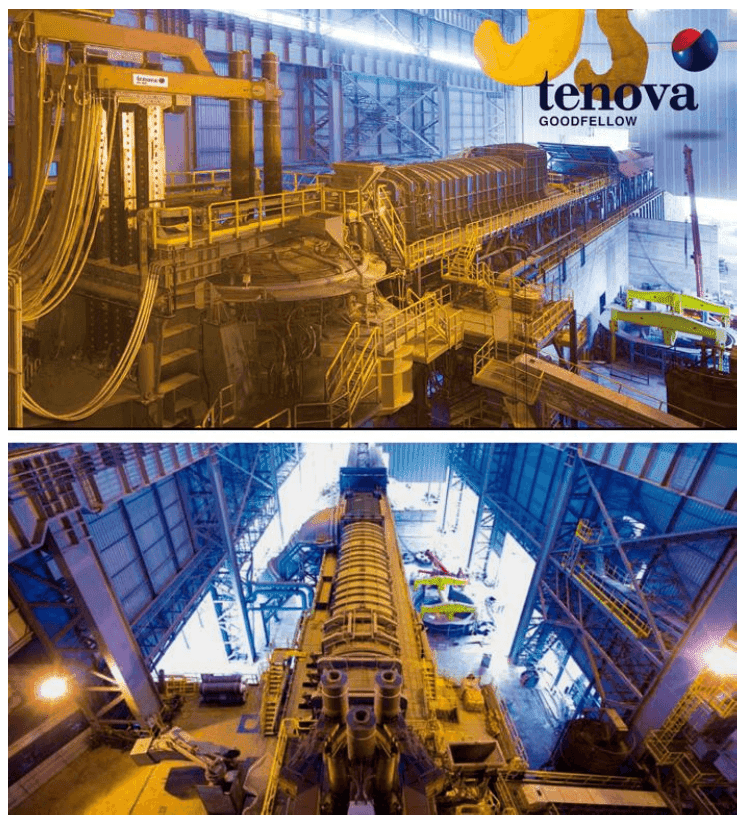 Рис. 48. Внешний вид установки Consteel
Рис. 48. Внешний вид установки Consteel
В соответствии с технологией, шихта, с помощью электромагнитного крана, из вагонов подается на загрузочный конвейер, подогреваемый отходящими печными газами, который транспортирует ее к ДСП. Существует вариант технологии с дополнительными горелками, установленными над конвейером. Преимуществом процесса является отсутствие необходимости окускования металлолома, возможно использование даже стружки.
Подогретая шихта загружается в ДСП, где происходит ее расплавление в ванне жидкого металла. Отходящие с ДСП печные газы подогревают движущуюся по конвейеру шихту, после чего направляются на станцию газоочистки.
В отличие от загрузки, выпуск стали из печи осуществляется периодически, а для автоматического обнаружения шлака при выпуске используется устройство на основе инфракрасного датчика.
В печь также можно заливать жидкий чугун, который непрерывно подается в рабочее пространство печи по специальному футерованному желобу.
Преимущества технологии Consteel:
- сокращение расхода электроэнергии на 80…120 кВт·ч/т и электродов за счет повышения стабильности процесса и подогрева шихты;
- повышение производительности печи за счет непрерывности процесса;
- лучшие условия для шлакообразования и более благоприятная атмосфера в печи.
- повышение стойкости футеровки печи;
- снижение более чем на 40% затрат на материально-техническое обеспечение, персонал и обработку отходов производства.
- пониженное содержание FeO в шлаке, снижение содержания азота, фосфора и водорода в стали;
- снижение уровня шума и повышение экологичности производства.
Двухкорпусные печи
Двухкорпусные печи в первую очередь характеризуются повышенной производительностью. Такая печь состоит из двух ванн (корпусов) и одной системы питания с одним (печь постоянного тока) или тремя (печь переменного тока) электродами, которые переставляются с одной ванны на другую. Схема расположения оборудования двухкорпусной печи постоянного тока приведена на рис. 49, а внешний вид на рис. 50.
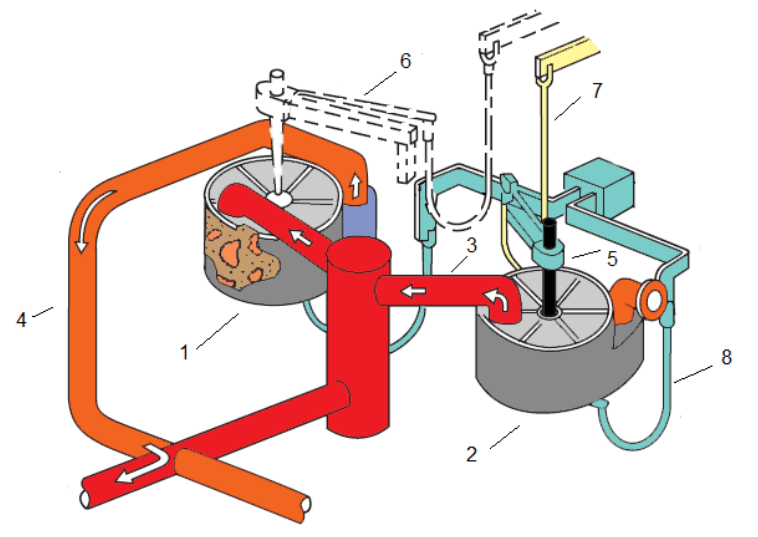 Рис. 49. Схема двухкорпусной электросталеплавильной печи: 1 – корпус, в котором происходит подогрев шихты.; 2 –
Рис. 49. Схема двухкорпусной электросталеплавильной печи: 1 – корпус, в котором происходит подогрев шихты.; 2 –
корпус, в котором происходит выплавка стали; 3 – канал для отходящих газов; 4 – канал к системе газоочистки; 5 – электрод с держателем; 6 – положение электрода на второй стадии; 7 – электрические кабеля к верхнему электроду; 8 – электрические кабеля к нижнему электроду
Пока в одном корпусе идет плавка металла с помощью электродов в другом корпусе происходит подогрев шихты отходящими газами из первого корпуса или газовыми горелками. При этом время плавки сокращается на 40%, а за счет подогрева шихты достигается снижение расхода электроэнергии на 40…60 кВт·ч/т. Встречаются печи, в которых электроды установлены на двух ваннах, однако в этом случае теряется экономический эффект от сокращения капитальных затрат на строительство агрегата.
 Рис. 50. Двухкорпусная сталеплавильная печь постоянного тока
Рис. 50. Двухкорпусная сталеплавильная печь постоянного тока
Еще одним вариантом реализации двухкорпусных печей является агрегат CONARC (СONverter + electric ARC furnance). Этот агрегат также имеет два корпуса печи, но помимо одного комплекта электродов на нем установлена и фурма для подачи кислорода (как в конвертере). Внешний вид агрегата приведен на рис. 51. Преимуществом данного агрегата является возможность выплавки стали из жидкого чугуна и металлолома (или DRI) практически в любых пропорциях.
 Рис. 51. Агрегат CONARC
Рис. 51. Агрегат CONARC
Процесс выплавки стали разделен на две стадии (рис. 52). Вначале в один корпус заливают чугун, в печь устанавливают фурму и начинают продувку кислородом. На этой стадии производится обезуглероживание металла.
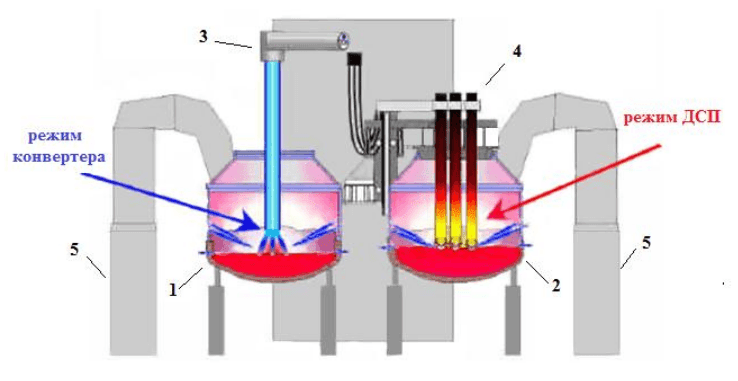 Рис. 52. Схема агрегата CONARC: 1, 2 – корпуса печи; 3 – кислородная фурма; 4 – электроды; 5 – газоотвод
Рис. 52. Схема агрегата CONARC: 1, 2 – корпуса печи; 3 – кислородная фурма; 4 – электроды; 5 – газоотвод
Во избежание перегрева ванны из-за происходящих во время продувки процессов окисления углерода, кремния, марганца и фосфора, в печь добавляют охладители в виде металлолома или DRI. После завершения продувки, кислородную фурму переставляют на второй корпус (или отводят в сторону), а на первый корпус устанавливают электроды. На этой стадии в печь добавляют оставшееся количество твердой шихты и начинают ее расплавление с помощью электродов.
После достижения необходимой температуры металл выпускают в ковш. Затем процесс циклически повторяется снова. Таким образом, выплавка стали идет одновременно в двух корпусах печи, а электроды и фурма переставляются на них поочередно, что обеспечивает высокую производительность агрегата, которая на 30 % выше чем у двух обособленных агрегатов аналогичной емкости). Время плавки составляет от 40 до 60 мин.
Аналогичный принцип использован и в агрегате «Arcon-процесс», разработанном компанией «Concast Standard AG». Отличием является то, агрегат питается постоянным током и корпус агрегата фактически соответствует корпусу конвертера. Поскольку используется постоянный ток, то на агрегате установлено не три, а два электрода – один верхний графитовый и один донный пластинчатый медный электрод (см. рис. 49).
Агрегат «Arcon» имеет производительность 1,6 млн.т/год. В качестве металлошихты используют жидкий чугун (40%), гранулированный чугун (5%) и HBI (55%). Масса выпускаемой плавки – 170 т. Цикл работы каждого корпуса агрегата составляет 92 мин.
В целом, комбинация конвертера и дуговой печи в одном агрегате дает следующие преимущества по сравнению с обычной дуговой печью:
- широкий выбор металлошихты;
- высокая производительность;
- низкий расход электроэнергии в результате использования химической энергии окисления примесей металлошихты;
- уменьшение требуемой электрической мощности;
- снижение удельного расхода электродов;
- меньшее влияние на токоподводящие сети, возможность работы при маломощных электросетях;
- снижение затрат на электрооборудование.
Шахтные электросталеплавильные печи
Особенностью конструкции шахтной электросталеплавильной печи является наличие шахты, в которой производится подогрев металлолома перед загрузкой его в печь. Такая шахта устанавливается сверху над сводом обычной дуговой печи. Шахт может быть одна или две. Температура до которой можно подогреть металлолом составляет 800 °С. Экономия электроэнергии за счет такого предварительного подогрева металлолома составляет 70…100 кВт·ч/т. Через шахту загружается до 60% металлолома, остальной (например крупногабаритный) загружается в саму ванну печи, для этого шахта отодвигается в сторону. Цикл плавки составляет 35…50 минут от выпуска до выпуска. Кроме экономии электроэнергии обеспечивается также сокращение расхода электродов на 30% и повышение производительности на 40%.
Данный процесс появился сравнительно недавно (в конце 80-х годов 20 века), поэтому поиск оптимальных конструкции такой печи продолжается. Рассмотрим два наиболее современных варианта.
SIMETAL EAF Quantum – самое современное конструкторское решение печи с подогревом металлома. На настоящий момент установлена только одна печь на заводе мексиканской сталелитейной компании Talleres y Aceros S.A. de C.V. (г. Тиаса).
Масса плавки по выпуску составляет 100 т, но при этом масса болота (металл и шлак, оставленный после предыдущего выпуска) составляет 70 т. Схема печи приведена на рис 53.
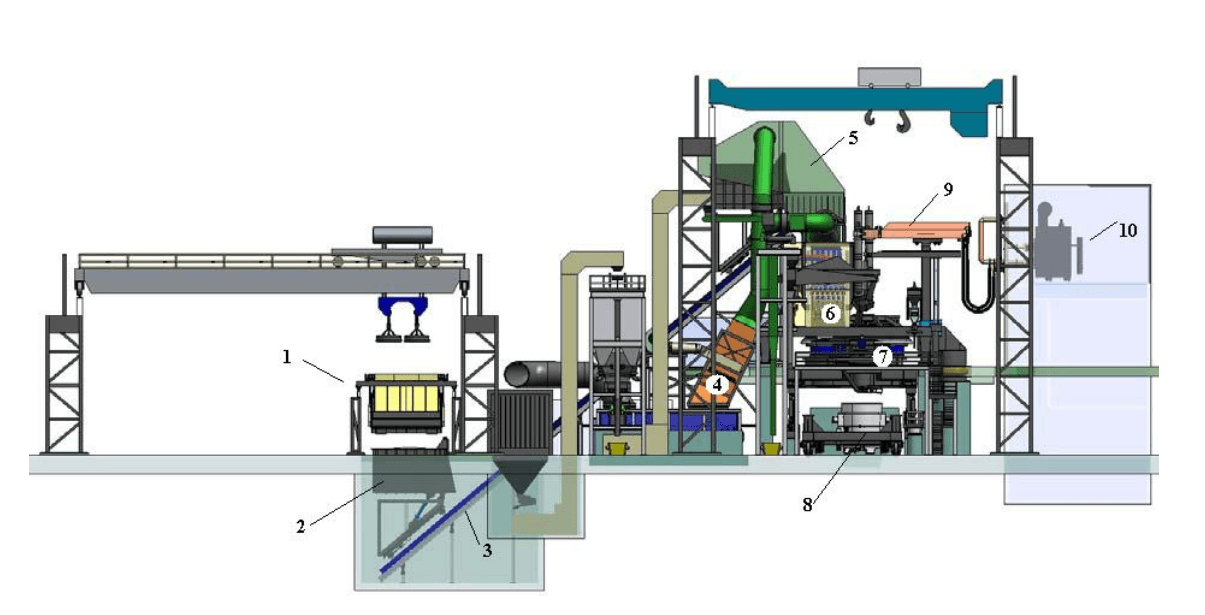 Рис. 53. Схема расположения оборудования печи SIMETAL EAF Quantum: 1 –бадья с металлоломом; 2 – загрузочный лоток; 3 – наклонный подъемник; 4 – система газоочистки; 5 – загрузочное устройство; 6 – шахта для подогрева шихты; 7 – ДСП; 8 – сталеразливочный ковш; 9 – держатель с электродами; 10 – трансформатор
Рис. 53. Схема расположения оборудования печи SIMETAL EAF Quantum: 1 –бадья с металлоломом; 2 – загрузочный лоток; 3 – наклонный подъемник; 4 – система газоочистки; 5 – загрузочное устройство; 6 – шахта для подогрева шихты; 7 – ДСП; 8 – сталеразливочный ковш; 9 – держатель с электродами; 10 – трансформатор
Металлолом краном загружается в бадью и перегружается в подъемник, который поднимается на верх шахты и после открытия люка высыпается вовнутрь, где происходит его подогрев. В этой печи применена новая конструкция шахты, с удерживающими металлолом водоохлаждаемыми пальцами (рис. 54).
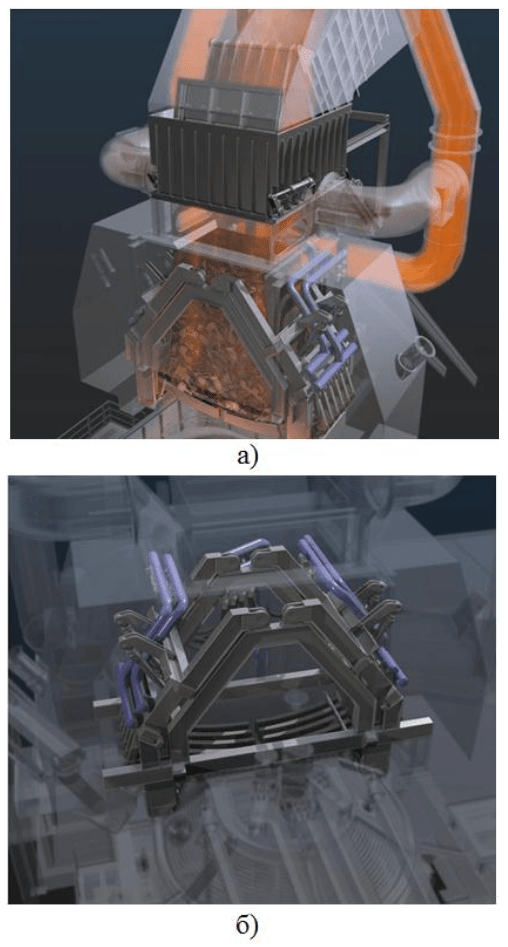 Рис. 54. Конструкция шахты печи SIMETAL EAF Quantum (а) и конструкция водоохлаждаемых пальцев (б)
Рис. 54. Конструкция шахты печи SIMETAL EAF Quantum (а) и конструкция водоохлаждаемых пальцев (б)
После подогрева пальцы разводятся в стороны и металлолом высыпается в ванну печи. Всего за цикл плавки, продолжительность которого составляет 33 мин, предусмотрена подача трех порций металлолома. Продолжительность нагрева каждой порции – 9 минут. Выпуск металла осуществляется через канал в виде сифона (рис. 55) что позволяет наклонять печь всего на 4° и отсекать полностью шлак.
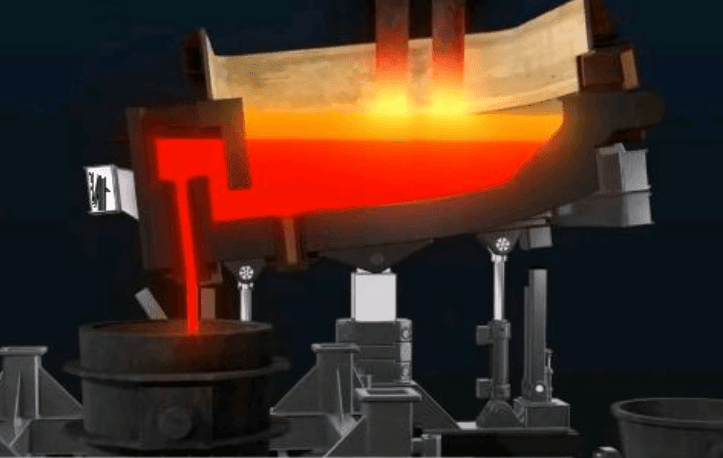 Рис. 55. Выпуск стали в печи SIMETAL EAF Quantum
Рис. 55. Выпуск стали в печи SIMETAL EAF Quantum
Еще одним инновационным решением, которое совмещает в себе преимущество шахтных печей и печей с непрерывной загрузкой является система EPC (Environmental Preheating and Continuous Charging), которую разработали компании CVS MAKINA и KR Tec GmbH (Турция).
Схема печи с установкой EPC приведена на рис. 56.
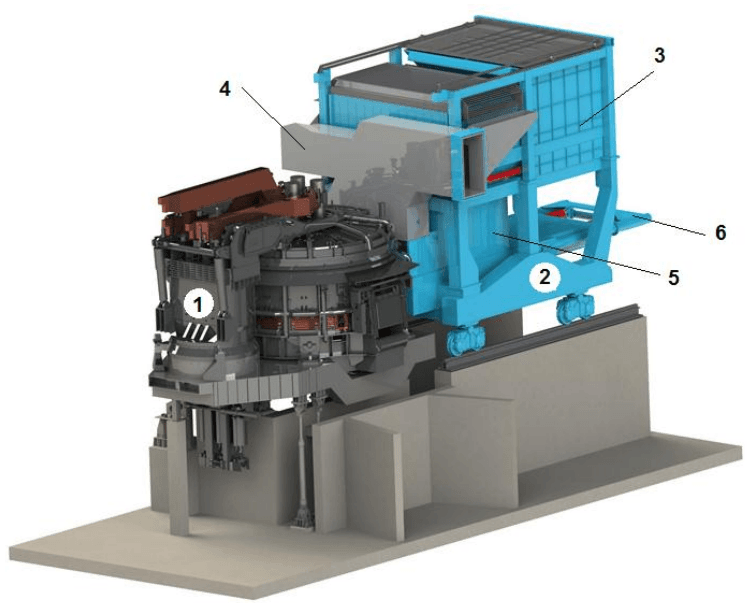 Рис. 56. Дуговая печь с системой ЕРС: 1 – ДСП; 2 – система ЕРС; 3 – завалочная камера; 4 – система газоотвода; 5 – шахта для подогрева шихты; 6 – телескопический толкатель
Рис. 56. Дуговая печь с системой ЕРС: 1 – ДСП; 2 – система ЕРС; 3 – завалочная камера; 4 – система газоотвода; 5 – шахта для подогрева шихты; 6 – телескопический толкатель
Система ЕРС работает следующим образом (рис. 57). С помощью завалочной корзины шихта загружается в завалочную камеру системы EPС, через отрытую крышку (рис. 57, а).
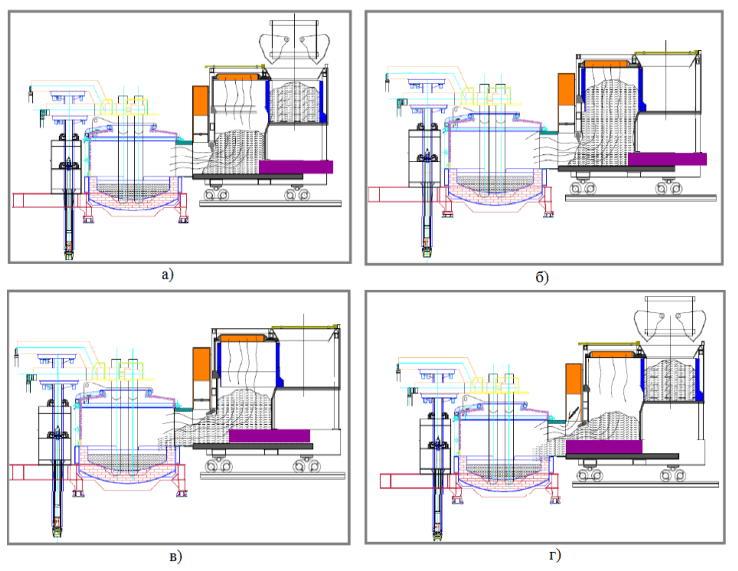 Рис. 57. Схема работы установки ЕРС: а – загрузка шихты; б – нагрев; в – выгрузка шихты в печь; г – окончание выгрузки нагретой шихты и загрузка новой порции
Рис. 57. Схема работы установки ЕРС: а – загрузка шихты; б – нагрев; в – выгрузка шихты в печь; г – окончание выгрузки нагретой шихты и загрузка новой порции
В этой позиции передняя стенка завалочной камеры закрывает шахту (камеру предварительного нагрева) в которой уже подогревается первая порция шихты. Во время загрузки шихты в завалочную камеру процесс плавления в ДСП и процесс предварительного нагрева шихты не останавливаются.
После загрузки шихты из корзины в завалочную камеру крышка закрывается и с помощью гидравлических цилиндров завалочная камера помещается сверху шахты, в которую высыпается шихта для ее предварительного нагрева (рис. 57, б).
После подогрева шихты, с помощью толкателя часть ее ссыпается в пространство печи (рис 57, в), а затем происходит загрузка новой порции металлолома (рис 57, г).
Время плавки в печи, оснащенной системой ЕРС составляет 36 мин, масса плавки по выпуску – 100 т, температура подогрева шихты 800 °С.
Преимущества системы EPС:
- энергосбережение до 100 кВт·ч/т;
- увеличение производительности на 20%;
- независимая завалка лома;
- минимальный выброс пыли;
- быстрая окупаемость (около 12 месяцев).
Источник: Скляр В. О. Инновационные и ресурсосберегающие технологии в металлургии. Учебное пособие. – Донецк.: ДонНТУ, 2014. – 224 с.