Огнеупорная футеровка плавильных тиглей должна обеспечивать:
- относительно высокую стойкость тигля при минимальной толщине стенок;
- отсутствие электрической проводимости;
- минимальные объемные изменения материалов в процессе эксплуатации;
- достаточную эрозионную стойкость против воздействия металла и шлака;
- высокую механическую прочность;
- термическую стойкость.
Футеровку тиглей изготовляют из кислых, основных и нейтральных огнеупоров. Для кислой футеровки используют кварцит, содержащий не менее 95% SiO2 и борную кислоту (в качестве связующего). Положительно зарекомендовала себя кислая футеровка (стойкость до 150 плавок), состоящая из кварцита (70% фракции 1,5-3 мм и 30% фракции 0-1,5 мм) с добавкой 2-4 мас.% борной кислоты. Основную футеровку изготовляют из магнезитовых, магнезитохромитовых, известковых, доломитовых и других материалов. Основные тигли имеют меньшую стойкость, чем кислые.
Работы по подбору более стойких огнеупоров и увеличению срока кампании основных тиглей индукционных печей продолжаются. Для тигля ОИП емкостью 1,5 т успешно применяют порошок от помола отработанных магнезитохромитовых сводовых кирпичей дуговых печей. Зерновой состав порошка: 15% фракции 4—2 мм, 35% фракции 2-1 мм и 50% фракции
Для набивки основных тиглей применяют массу, состоящую из 80% порошка плавленого магнезита (смесь зерен разной крупности: 12% фракции 2-4 мм, 12% фракции 1—2 мм и 56% фракции 0-1 мм) и 20% порошка электрокорунда (размер зерен 0-1 мм), а также 1,25 % (сверх 100%) порошка плавикового шпата. Все материалы после дробления и измельчения подвергают магнитной сепарации. Огнеупорные тигли индукционных печей изготовляют: набивкой по шаблону в печи и в пресс-форме вне печи, выкладкой из фасонных огнеупорных изделий и послойной наваркой. При исполнении в качестве связующей добавки борной кислоты огнеупорную массу не увлажняют. Смеси с добавками глины, плавикового шпата, каустического магнезита увлажняют.
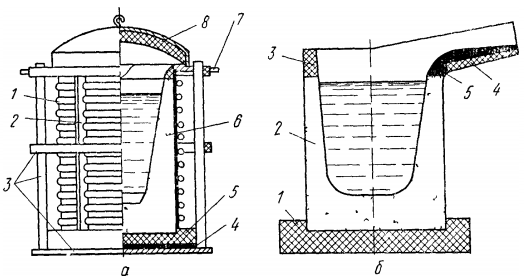
Тигли в печи набивают с помощью сварного железного шаблона, наружные размеры которого соответствуют внутренним размерам тигля. Шаблон изготовляют из котельной стали с толщиной стенки 4-6 мм. Для удаления влаги в процессе спекания футеровки тигля служат просверленные в стенках шаблона 100—150 отверстий диаметром 3—5 мм. Основание шаблона для кислой футеровки выполняют в виде усеченного конуса, а для основной футеровки оно сферообразное. Перед набивкой тигля индуктор печи очищают, продувают и опрессовывают под давлением 0,8-1,0 МПа.
Осматривают и проверяют механизм наклона печи, а также крепление в каркасе керамики и индуктора. Внутреннюю поверхность индуктора обмазывают изолирующим составом из кварцевой муки и алебастра (63:35), увлажненным водой до консистенции густой сметаны. В ряде случаев используют для обмазки индуктора массу из 70% талька и 30% бакелитового лака. Для повышения прочности обмазку окрашивают смесью тонкомолотого магнезитохромитового порошка с жидким стеклом и просушивают в течение 30-40 мин легким пламенем газовой горелки. После сушки изоляционный слой покрывают гидролизованным этилсиликатом и оклеивают стеклотканью.
Набивку футеровки ведут пневматическими трамбовками. Каждый раз массу засыпают слоями на толщину 25-30 мм для основного и 50-70 мм для кислого тигля и плотно утрамбовывают.
Перед засыпкой каждого последующего слоя поверхность предыдущего тщательно разрыхляют острым прутком на глубину 3-5 мм. Недостаточное разрыхление прибитого слоя может явиться причиной образования поперечных трещин в процессе эксплуатации тигля. Слой считают достаточно уплотненным, если масса при ударах трамбовки не разлетается в стороны. Порядок набивки откосов и стен кислого и основного тиглей аналогичен изготовлению набивки подины.
После набивки подины на нее устанавливают шаблон и центрируют его так, чтобы стенки тигля имели на одной высоте во всех направлениях одинаковую толщину. Шаблон укрепляют в индукторе деревянными клиньями и грузом. Перед набивкой откосов верхний слой футеровки подины, не прикрытый шаблоном, взрыхляют и на него насыпают слой массы. При набивке обеспечивают равномерное распределение зерен разных размеров в набиваемом слое. Скопление в одном месте или в нескольких местах футеровки только крупных или только мелких зерен приведет к нарушению спекаемости массы и может вызвать преждевременный выход тигля из строя. Когда футеровка готова, удаляют из шаблона груз, тщательно убирают площадку вокруг печи, индуктор снаружи обдувают сжатым воздухом и приступают к сушке и спеканию тигля.
После набивки основной тигель выдерживают ~24 ч, затем сушат равномерным пламенем газовых горелок в течение 12—14 ч. После этого тигель загружают шихтой на первую обжиговую плавку. В начале плавления поверх набивки выкладывают кольцо (воротник) из шамотного кирпича (для кислой футеровки) или из магнезитохромитового термостойкого кирпича (для основной футеровки).
Тигли емкостью до 300 кг изготовляют вне печи в разборных пресс-формах с шаблонами. Перед набивкой пресс-форму смазывают машинным маслом. Сначала набивают стенки, а затем дно тигля. Готовый тигель подвергают воздушной сушке (до 15 сут).
После набивки основания магнезитовым порошком в смеси с 10% каустического магнезита или 1,5% борной кислоты просушенный тигель устанавливают в индуктор. Пространство между ним и индуктором засыпают порошком огнеупорного материала. Спекание футеровки тигля осуществляют или с помощью графитового блока, близкого по габаритам к размерам тигля, или в процессе первой плавки. Перед загрузкой шихты в тигель вставляют металлический шаблон без днища.
При изготовлении футеровки индукционной печи методом кладки используют обожженный и необожженный фасонный и фигурный кирпичи с шпунтовыми соединениями. При кладке швы засыпают соответствующим мертелем. Зазор между индуктором и кладкой тигля (25—30 мм) утрамбовывают порошкообразной массой, служащей изоляцией и буферным слоем.
Футеровку тигля методом послойной наварки осуществляют с помощью торкретирования, трамбования и послойного спекания, а также газоплазменным напылением. Торкрет-массу наносят на стенки тигля пневмопушкой и слой спекают графитовыми шаблонами разных диаметров. В процессе эксплуатации после выпуска каждой плавки тигель очищают от остатков металла и шлака и осматривают. Быстрое потемнение отдельных участков футеровки тигля указывает на уменьшение ее толщины. Восстановление изношенных участков футеровки осуществляют подваркой. Так, при уменьшении толщины стен на 1/3 в него вставляют металлический шаблон из 2-мм железа без днища и заполняют шихтой. В пространство между футеровкой и шаблоном засыпают кварцевую массу и уплотняют ее стальным прутком.
Подварочную плавку ведут на пониженной мощности с увеличением ее продолжительности на 1 — 1,5ч. На поврежденные участки основной футеровки тигля наносят тестообразную огнеупорную массу из мелкого магнезитохромитового порошка и 10% глины на жидком стекле. Для лучшего спекания эти участки защищают листовым железом и мелкой шихтой.
При непрерывной работе стойкость основной футеровки возрастает. При длительных паузах основную футеровку подогревают газовыми горелками или графитовым блоком.