При заливке формы металлом возникает усилие, под действием которого верхняя полуформа поднимается. Чтобы избежать подъема верхней части формы при заливке и утечки металла по ее разъему, форму крепят с помощью грузов или специальных устройств. Расчет усилия крепления может быть проведен с учетом определения усилия P металла на подъем верхней полуформы.
Для форм без стержней

для форм со стержнями

где P – усилие металла на верхнюю полуформу, Н; k – коэффициент запаса, учитывающий гидравлический удар, k = 2÷4; значение к берут тем больше, чем выше скорость заливки и крупнее отливка; H – высота верхней полуформы, м;
Fотл – площадь горизонтальной проекции отливки в плоскости разъема, м2;
Fлит – площадь литниковой системы в разъеме формы, м2;
γм, γст – объемная масса жидкого металла и стержня, кг/м3;
Vст – объем стержней без знака, м3;
q = mg – сила тяжести верхней полуформы, Н.
Для нагружения форм, заливаемых на плацу или на роликовых конвейерах, грузы устанавливают с помощью кранов. Для заливки форм на непрерывно движущихся конвейерах с пульсирующим перемещением применяют специальные устройства. При заливке форм на непрерывно движущемся конвейере формы нагружают с помощью горизонтально или вертикально замкнутых транспортных устройств, перемещающих грузы синхронно с перемещением опок. С помощью этих устройств грузы устанавливаются на формы в зоне заливки, а затем поднимаются, когда необходимость в нагружении форм отпадает.
На рис. 9.4 показана схема заливочного участка на непрерывно движущемся конвейере, на котором формы нагружаются с помощью горизонтально замкнутого транспортного загрузочного устройства.
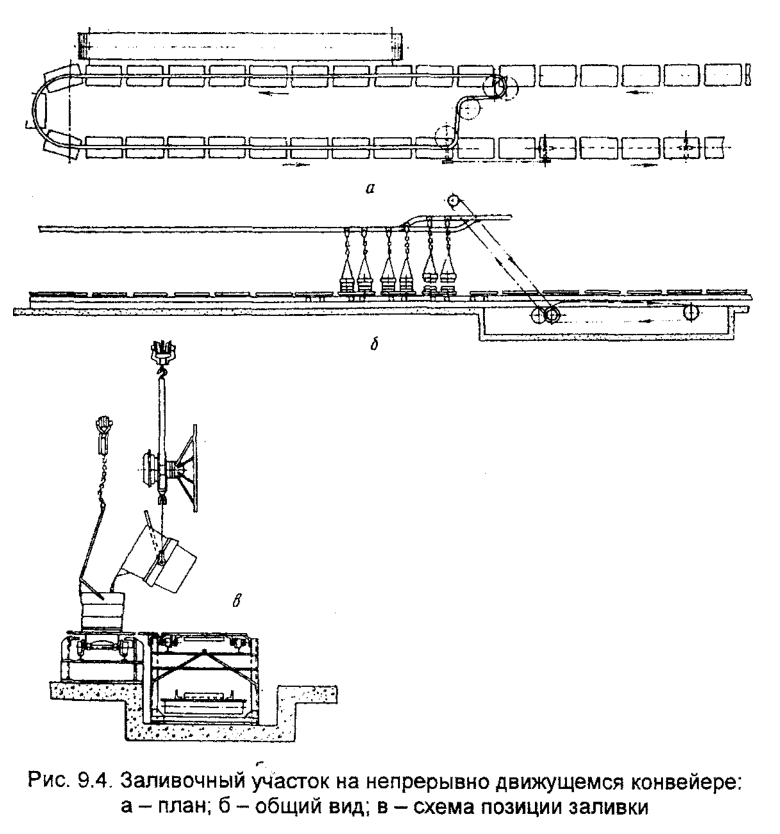
Конвейер и устройство для нагружения форм имеют синхронный привод, что обеспечивает установку грузов точно на форму.
На заливочных участках, где использованы конвейеры с пульсирующим перемещением, для нагружения форм применяют перестановщики грузов. Перестановщики устанавливают груз перед участком заливки и снимают его после выхода формы из охладительного участка конвейера перед выбивкой.
Применяют перестановщики, при которых установка и съем грузов выполняются одним механизмом, и схемы, где установка и съем грузов выполняются различными механизмами, а передача грузов со съемщика на загрузчик – специальным транспортом.
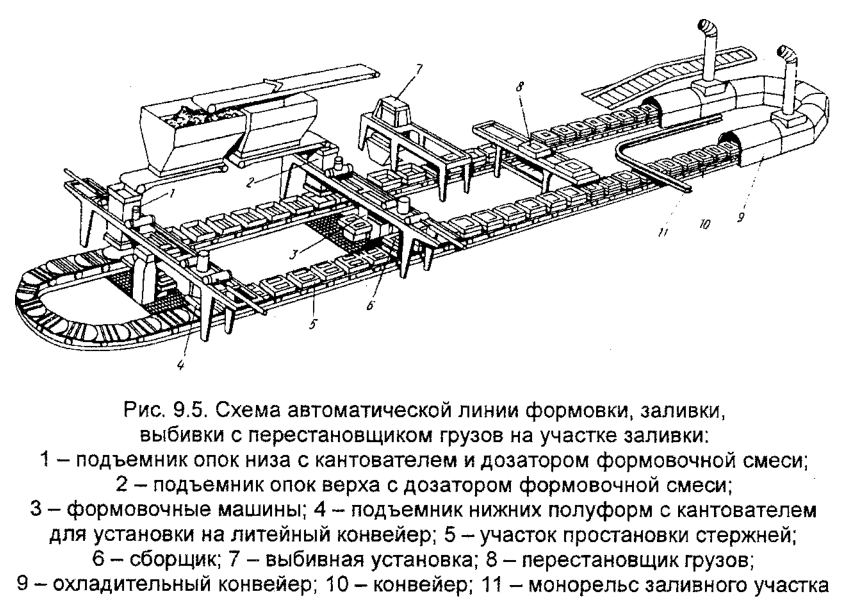
Схема нагружения форм на автоматическую линию формовки, заливки, выбивки показана на рис. 9.5. Готовые формы, собранные на сборщике 6, поступают к перестановщику 8 грузов. Здесь формы автоматически нагружаются и следуют на позиции заливки и охлаждения. Охлажденные формы на другой ветви конвейера вновь поступают к перестановщику, где груз снимается. Далее формы без грузов следуют на позицию выбивки 7.
Нагружение форм с помощью перестановщика осуществляется на автоматических линиях с пульсирующим перемещением конвейера. Такая система нагружения является составной частью автоматической линии формовки, заливки и выбивки и работает синхронно с остальными узлами линии.
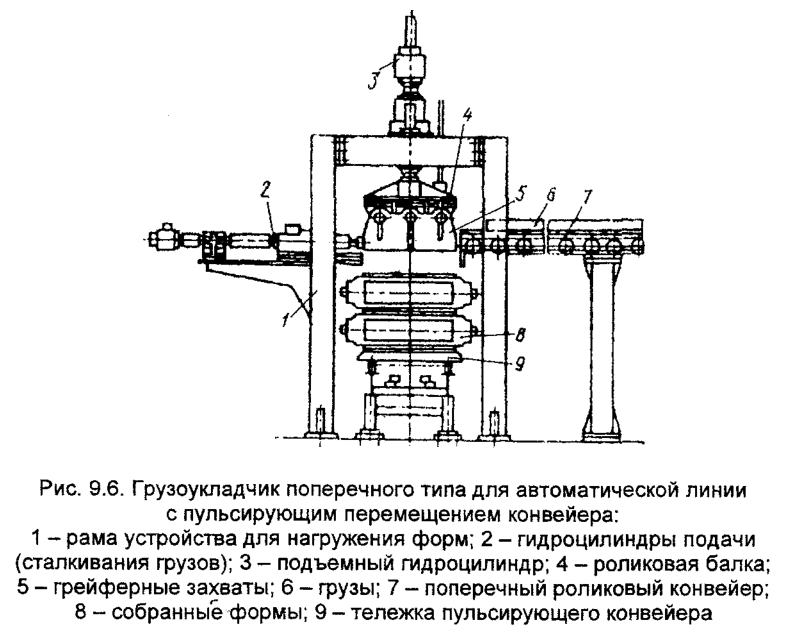
Грузоукладчик поперечного типа циклического действия, работающий в зависимости от цикла работы конвейера с пульсирующим перемещением, представлен на рис. 9.6. Грузоукладчик состоит из устройства 3 для подъема грузов с залитых форм, устройства для опускания грузов 6 на формы, уложенные на тележки 9 конвейера с пульсирующим перемещением, и промежуточного поперечного роликового конвейера 7, по которому перемещаются грузы. Устройства для подъема и опускания грузов конструктивно унифицированы, расположены соответственно над заливочной и охладительной ветвями литейного конвейера. Они снабжены специальными грейферными подъемниками-захватами 5. Последние имеют раздвижные роликовые балки 4, по которым сталкиваются грузы 6. Балки раздвигаются специальными гидроцилиндрами 2 с малыми ходами поршня.